


Меню сайта
Наши новости
Распространение алкалоидов в растительном мире.
Умягчение воды
Определение оптимальных рабочих
параметров схемы, содержащей сложную колонну с боковой секциейУчим химию / Разработка энергосберегающей технологии ректификации циклических углеводородов / Учим химию / Разработка энергосберегающей технологии ректификации циклических углеводородов / Определение оптимальных рабочих
параметров схемы, содержащей сложную колонну с боковой секцией Определение оптимальных рабочих
параметров схемы, содержащей сложную колонну с боковой секциейСтраница 1
Разделение смеси циклогексан – бензол – этилбензол с использованием анилина в качестве экстрактивного агента возможно в схемах, содержащих сложные колонны с боковыми секциями. Выше была проведена процедура синтеза таких схем и получено пять работоспособных структур. С целью выявить наименее энергоемкий из них, нами была проведена параметрическая оптимизация полученных вариантов разделения. В результате при фиксированных температуре, давлении и составе исходной смеси и качестве продуктовых потоков была определена совокупность параметров (температура, расход и уровень ввода экстрактивного агента, количество и уровень бокового отбора, положение тарелок питания колонн технологической схемы), которые обеспечивают минимальные энергозатраты. Для всех технологических схем, включающих сложные колонны с боковыми секциями, этапы оптимизация идентичны. В связи с этим представим полную процедуру нахождения оптимальных параметров для одной структуры, принципиальная схема которой приведена на рис.27.
Исходная смесь подается в середину колонны К1, где в качестве куба выделяется ЭБ. Остальная смесь поступает в середину сложной колонны К2, а экстрактивный агент (анилин) подается наверх этой колонны. Дистиллятом является практически чистый циклогексан. Ниже точки питания в паровой фазе отбирается поток, который направляют в боковую исчерпывающую секцию К3, продуктом которой является бензол. Кубовый продукт сложной колонны представляет собой практически чистый анилин, который смешивают с небольшим количеством свежего экстрактивного агента и направляют на рецикл в сложную колонну.
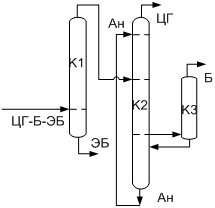
Рис.27. Схема экстрактивной ректификации смеси циклогексан – бензол – этилбензол, содержащая сложную колонну с боковой укрепляющей секцией.
Все расчеты проводили на 100 кмоль/ч исходной смеси состава ЦГ: Б: ЭБ = 10: 80: 10%мол. Качество продуктовых фракций задавали равным 95%мол., регенерированного анилина – 99,9%мол. Все аппараты технологической схемы работают при давлении 0,3 кг/см2. Эффективность сложной колонны в данном случае составляет 30 т. т., боковой секции – 10 т. т., колонны регенерации – 20 т. т.
Первоначально было исследовано влияние на энергозатраты температуры подачи экстрактивного агента при закрепленном соотношении исходная смесь: ЭА = 1: 2 и фиксированном количестве отбора в боковую секцию 87 кмоль/ч. При этом для каждого значения температуры агента определили оптимальное положение тарелок подачи в колонну исходной смеси и ЭА и тарелки отбора в боковую секцию. Результаты расчетов приведены в табл.12.
Таблица 12. Зависимость энергозатрат от температуры подачи в колонну ЭА. Соотношение F: ЭА = 1: 2; количество отбора в боковую секцию – 87 кмоль/ч
|
ТЭА, °С |
NЭА/NF/NБО |
|
RБС |
Тепловые нагрузки, ГДж/час | ||
|
|
QкондБС |
| ||||
|
60 |
4/14/22 |
0.01 |
0.08 |
-3.115 |
-0.265 |
10.056 |
|
4/14/23 |
0.01 |
0.08 |
-3.115 |
-0.265 |
10.055 | |
|
5/13/22 |
0.01 |
0.08 |
-3.115 |
-0.265 |
10.055 | |
|
70 |
4/14/22 |
0.06 |
0.07 |
-3.128 |
-0.290 |
9.7921 |
|
4/14/23 |
0.07 |
0.07 |
-3.129 |
-0.290 |
9.7911 | |
|
5/13/22 |
0.06 |
0.07 |
-3.128 |
-0.290 |
9.7912 | |
|
5/13/23 |
0.07 |
0.07 |
-3.129 |
-0.290 |
9.7911 | |
|
5/14/22 |
0.06 |
0.07 |
-3.128 |
-0.290 |
9.7912 | |
|
5/14/23 |
0.07 |
0.07 |
-3.129 |
-0.291 |
9.7912 | |
|
5/15/22 |
0.06 |
0.07 |
-3.128 |
-0.290 |
9.7911 | |
|
5/15/23 |
0.07 |
0.07 |
-3.129 |
-0.291 |
9.7912 | |
|
6/14/22 |
0.06 |
0.07 |
-3.128 |
-0.291 |
9.7912 | |
|
6/14/23 |
0.07 |
0.07 |
-3.129 |
-0.291 |
9.791 | |
|
80 |
4/14/22 |
0.15 |
0.07 |
-3.145 |
-0.327 |
9.517 |
|
4/14/23 |
0.15 |
0.07 |
-3.145 |
-0.327 |
9.512 | |
|
5/13/22 |
0.15 |
0.07 |
-3.144 |
-0.326 |
9.513 | |
|
5/13/23 |
0.15 |
0.07 |
-3.145 |
-0.327 |
9.514 | |
|
5/14/22 |
0.15 |
0.07 |
-3.144 |
-0.326 |
9.513 | |
|
5/14/23 |
0.15 |
0.07 |
-3.145 |
-0.327 |
9.513 | |
|
5/15/22 |
0.15 |
0.07 |
-3.144 |
-0.326 |
9.513 | |
|
5/15/23 |
0.15 |
0.07 |
-3.145 |
-0.326 |
9.513 | |
|
6/14/22 |
0.15 |
0.07 |
-3.144 |
-0.327 |
9.513 | |
|
6/14/23 |
0.15 |
0.07 |
-3.145 |
-0.327 |
9.513 | |
|
90 |
4/14/22 |
1. 19 |
0.08 |
-3.151 |
-0.556 |
9.405 |
|
4/14/23 |
1. 20 |
0.08 |
-3.151 |
-0.558 |
9.406 | |
|
5/13/22 |
1. 20 |
0.08 |
-3.151 |
-0.555 |
9.404 | |
|
5/13/23 |
1. 20 |
0.08 |
-3.151 |
-0.556 |
9.405 | |
|
5/14/22 |
1. 19 |
0.08 |
-3.151 |
-0.554 |
9.403 | |
|
5/14/23 |
1. 20 |
0.08 |
-3.151 |
-0.556 |
9.404 | |
|
5/15/22 |
1. 19 |
0.08 |
-3.151 |
-0.554 |
9.403 | |
|
5/15/23 |
1. 20 |
0.08 |
-3.151 |
-0.555 |
9.404 | |
|
6/14/22 |
1. 19 |
0.08 |
-3.151 |
-0.554 |
9.403 | |
|
6/14/23 |
1. 20 |
0.08 |
-3.151 |
-0.555 |
9.404 | |
Смотрите также
Характеристика элементов ниобия и тантала
По размеру, как атомов, так и
ионов ниобий и тантал близки друг к другу, поэтому их свойства как элементов
целесообразно рассмотреть одновременно. Одинаковые объемы атомов объясняются
тем, что член ...
Окислительно-восстановительные
реакции.
Цель работы - ознакомление
с окислительно-восстановительными свойствами металлов, неметаллов и их
соединений, освоение методики составления уравнений
окислительно-восстановительных процессов.
Р ...
Определение глюкозы в вине
Тема нашей
курсовой работы – определение глюкозы в вине. Определение основано на окислении
альдоз щелочным раствором йода, который в условиях определения не окисляет
кетозы.
Мы ставили ...