


Меню сайта
Наши новости
Распространение алкалоидов в растительном мире.
Умягчение воды
Содержание работыБиблиотека / Научные основы технологии и оборудования гранулирования активных масс и формования положительных / Библиотека / Научные основы технологии и оборудования гранулирования активных масс и формования положительных / Содержание работы Содержание работыСтраница 5
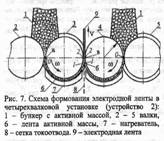
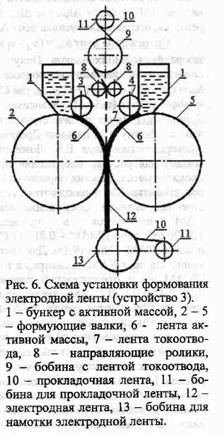
В устройстве 2 валки кинематически связаны, а использование известных способов компенсации опережения и отставания лент невозможно, поэтому нами разработан способ компенсации удлинения лент в межвалковом пространстве за счет их усадки: осуществляя нагрев лент на участке «а»-«б» (см. рис.7) интенсифицировали испарение жидкости и, соответственно, усадку лент, в результате добивались компенсации удлинения.
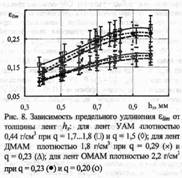
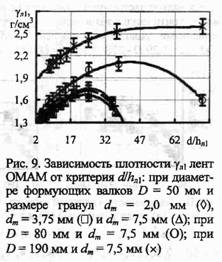
Необходимость исследования усадки AM было связано не только с установлением зависимостей для определения коэффициента усадки, но и с выявлением таких условий формования, при которых не происходит образование трещин после окончательной сушки электрода. Трещины могут появляться в активном слое вдоль сетки-токоотвода, реже - вдоль оси прокатки. Это явление наблюдал Dey A. N., однако причины им не были указаны. Образование трещин - результат усадки AM. Установлено, что при повышении плотности активного слоя электродных лент усадка лент практически линейно уменьшается, при этом снижается вероятность образования трещин. Уравнения зависимостей имеют вид: для УАМ при прокатке однослойных лент: б = - 446+201, двухслойных лент: еус = - 2592 + 120; для ДМАМ при прокатке однослойных лент: 8 ус = - 24,7ул| + 57,1, двухслойных лент: еу(: = - 21,1 + 49,8; для ОМАМ при прокатке однослойных лент: еус = - 29,8+ 70,4, двухслойных лент: Б = - 25,72 + 62,5, где Е - усадка лент, Е = [(100%, где - начальная длина образца ленты, длина образца после усадки, причем т = (100 - е 100, и У2 - соответственно, плотность лент AM и плотность двухслойных лент, моделирующих активный слой электрода.
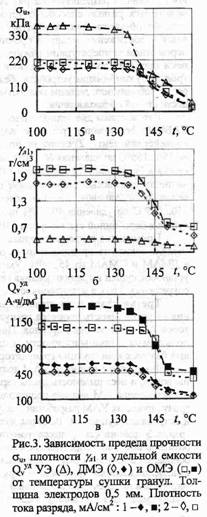
Показано, что при превышении определенной плотности лент AM трещины в результате сушки не образуются. Такая плотность для УАМ равна 0,43 г/см3, а для ДМАМ и ОМАМ, соответственно, 2,1 и 2,2 г/см3.
Выше речь шла о продольной усадке лент. Поперечная усадка является причиной образования продольных трещин в AM. Установлена анизотропия усадки лент AM: усадка лент AM в продольном направлении прокатки выше усадки лент в поперечном направлении. Причиной анизотропии усадки является структурная анизотропия. Получены уравнения регрессии, связывающие продольную и поперечную усадку, а также массивы коэффициентов поперечной усадки, позволяющие рассчитать изменение ширины лент во время сушки и, соответственно ширину бочек валков накатки. Показано, что при достижении указанных выше граничных значений плотности масс продольных трещин в лентах не образуется.





Смотрите также
Увеличение степени защиты стали от коррозии в нейтральных и кислых средах
Работа посвящена
проблеме увеличения степени защиты стали от коррозии в нейтральных и кислых
средах, при использовании фосфорсодержащих ингибиторов, а также
совершенствованию дискретных мет ...
Полиакриламид
В настоящее время широко
применяются водорастворимые полимеры на основе акриламида (АА) [3]
которые объединены общим
названием "полиакриламиды".
В эту группу входят
пол ...
Введение.
В настоящее
время в резиновой промышленности применяют широкий спектр каучуков, однако
большую часть промышленного потребления составляют натуральный и синтетический
полиизопрены. До сих пор натура ...