


Меню сайта
Наши новости
Распространение алкалоидов в растительном мире.
Умягчение воды
Принципиальная схема установки депарафинизацииДипломы, курсовые и прочее / Депарафинизация нефтяного сырья / Дипломы, курсовые и прочее / Депарафинизация нефтяного сырья / Принципиальная схема установки депарафинизации Принципиальная схема установки депарафинизацииСтраница 1
Процесс депарафинизации с применением избирательных растворителей осуществляется непрерывно и слагается из следующих стадий: смешения сырья с растворителем; термической обработки смеси; постепенного охлаждения полученного раствора сырья до заданной температуры, в результате чего из раствора выделяются кристаллы твердых углеводородов; отделения твердой фазы от жидкой; регенерации растворителя из растворов депарафинированного масла и гача или петролатума.
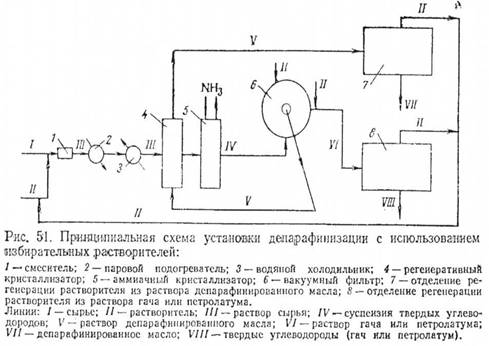
Депарафинируемое сырье I и растворитель II (рис.) в смесителе 1 смешивают в определенном соотношении и подвергают термообработке в паровом подогревателе 2. Если температура сырья, подаваемого на установку, выше 60 °С, то термообработку не проводят. Далее раствор сырья III охлаждается сначала в водяном холодильнике 3, потом в регенеративных кристаллизаторах 4, где хладоагентом служит раствор депарафинированного масла (фильтрат) V, и, наконец, в аммиачных кристаллизаторах 5, в которых хладоагентом является аммиак. Если температура конечного охлаждения раствора сырья ниже - 30 °С, то в качестве хладоагента на последней стадии охлаждения используют этан. Холодная суспензия твердых углеводородов в растворе масла IV поступает через приемник (на схеме не показан) в фильтры 6 (на некоторых установках — в центрифуги) для отделения твердой фазы от жидкой. Осадок твердых углеводородов на фильтре промывается холодным растворителем II и поступает в шнековое устройство, куда также добавляют некоторое количество растворителя II, обеспечивающее возможность перемещения осадка. В результате фильтрования получают раствор депарафинированного масла V, содержащий 75-80% растворителя, и раствор твердых углеводородов (гача или петролатума) VI с относительно небольшим содержанием масла. Оба раствора направляют в секции регенерации растворителя 7 и 8.
Полученное после регенерации растворителя депарафинированное масло VII поступает на доочистку, а твердые углеводороды VIII (гач в случае переработки дистиллятного и петролатум - остаточного сырья) - на дальнейшую переработку для производства парафина и церезина. Регенерированный растворитель возвращается на смешение с сырьем, промывку осадка и в небольшом количестве - в шнековое устройство. В зависимости от фракционного и углеводородного состава сырья растворитель можно подавать на смешение с сырьем как единовременно, так и порциями в определенные точки по ходу охлаждения сырья.
Принципиальные схемы холодильного отделения.
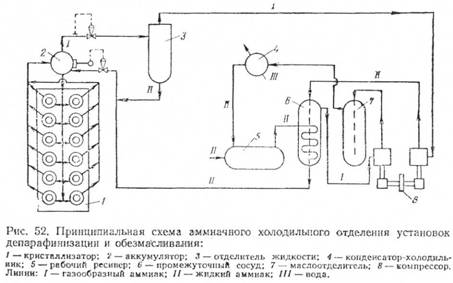
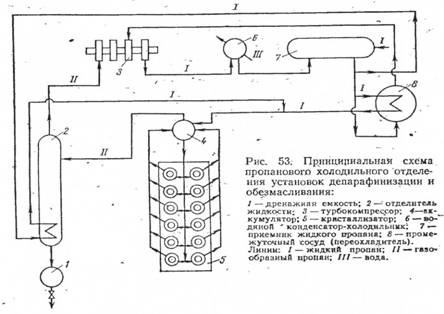
На большинстве установок депарафинизации и обезмасливания в качестве хладоагента применяют аммиак, а в последнее время — пропан, циркулирующий по замкнутой системе холодильной установки. Принципиальная схема холодильного отделения с использованием аммиака приведена на рис. Пары аммиака I, выходящего из кристаллизатора 1 (испарительная система), через аккумулятор 2 поступают в отделитель жидкости 3 (попадание жидкости в цилиндры компрессора может вывести его из строя), а затем - на I ступень сжатия двухступенчатого компрессора 8 и под давлением 0,25—0,3 МПа нагнетаются в промежуточный сосуд 6, в котором они доохлаждаются за счет испарения жидкого аммиака II, подаваемого из рабочего ресивера 5. Из промежуточного сосуда 6 пары аммиака поступают в цилиндр высокого давления соответствующего компрессора, где сжимаются до давления конденсации (1—1,2 МПа). После этого через маслоотделитель 7 пары вводятся в вертикальные кожухотрубчатые водяные конденсаторы-холодильники 4. Сконденсировавшийся аммиак II стекает в рабочий ресивер 5, откуда поступает в змеевик промежуточного сосуда 6, где переохлаждается от 34—36 °С (температура конденсации) до 0—5°С за счет испарения аммиака, содержащегося в сосуде. Переохлажденный аммиак поступает в аккумулятор 2, а затем в кристаллизатор 1, где за счет его испарения происходит охлаждение суспензии твердых углеводородов в растворе масла. Жидкий аммиак подается из промежуточного сосуда 6 в аккумулятор 2 через клапан, связанный с регулятором уровня. Температура охлаждаемой смеси на выходе из кристаллизатора регулируется при помощи клапана на линии отсоса паров аммиака из аккумулятора.
Если необходимо увеличить производительность и снизить температуру на линии паров, направляемых на компрессию, то устанавливают дополнительный компрессор. При давлении на приеме 30 кПа и на выходе 90 кПа можно снизить температуру паров аммиака до -57°С. Для обеспечения нормальной работы любой аммиачной холодильной установки необходимо герметизировать сальники компрессора и всасывающих магистралей, чтобы воздух не попадал в систему. Все холодные части холодильной установки покрывают пробковой изоляцией.
Страницы: 1 2