


Меню сайта
Наши новости
Распространение алкалоидов в растительном мире.
Умягчение воды
Технология производства из отходов полиолефинов порошкообразных сорбентов нефтиУчим химию / Учим химию / Технология производства из отходов полиолефинов порошкообразных сорбентов нефти Технология производства из отходов полиолефинов порошкообразных сорбентов нефтиСтраница 2
Однако понятно, что полученные в «пробирке» результаты не могут быть перенесены без соответствующих уточнений на крупнотоннажное производство. Поэтому в рамках следующего этапа работы была изготовлена и введена в эксплуатацию пилотная установка периодического действия производительностью до 2 кг порошка за цикл, принципиальная схема которой приведена на рис. 1.
Эксперименты, выполненные на пилотной установке, позволили определить технологические параметры стадии приготовления раствора ПЭНП в толуоле и стадии получения порошка.
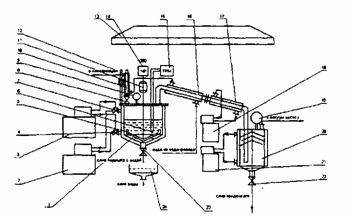
Рис. 1. Схема пилотной установки: 1 - аппарат для получения порошка, 2 - термостат для подачи «горячего» теплоносителя; 3 - термостат для подачи «холодного» теплоносителя; 4,7 – трехходовые краны; 5 - мешалка; 6 - термопара; 8 - загрузочный кран; 9,19- вакуумметры; 10 - обратный холодильник; 11 - электродвигатель мешалки; 12 - штатив; 13 - вытяжной зонт; 14 - частотный регулятор скорости вращения вала; 15 - прибор ТРМ 1, показывающий температуру; 16 - конденсатор паров водяной; 17 — низкотемпературный конденсатор; 18, 21 - криостаты; 20 - сборник конденсата; 22 - кран слива конденсата; 23 - кран для выгрузки
Некоторые результаты кинетических экспериментов по растворению в толуоле гранул ПЭНП при различных температурах теплоносителя, подаваемого в рубашку реактора (75-95 °С), и скоростях перемешивания (125-400 мин"1) иллюстрируют рис. 3 и 4. Видно, что длительность процесса растворения уменьшается с увеличением температуры и интенсивности перемешивания.
На основании этих данных, а также с учетом того, что процесс растворения состоит из двух стадий (набухание гранулы полимера до достижения на ее поверхности состояния подвижного геля и собственно растворения с отрывом макромолекул с поверхности этого геля и распределением их в растворителе за счет конвективной диффУ" зии в условиях интенсивного перемешивания), была разработана математическая модель стадии [4]. Адекватность этой модели экспериментальным данным наглядно иллюстрируют кривые, приведенные на рис. 2 и 3.
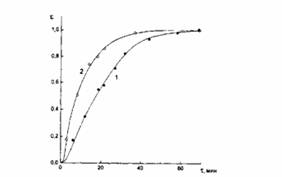
Рис. 2. Зависимость массовой доли растворившегося ПЭНП (е) от времени процесса приготовления раствора с конечной концентрацией по полимеру, равной 15,7 %, при скорости вращения мешалки 125 мин"1 и температуре теплоносителя 75 (1) и 95 (2) °С. Точки - эксперимент, сплошные линии – расчет
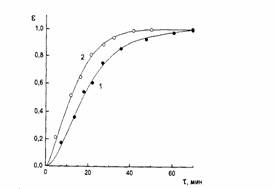
Рис. 3. Зависимость массовой доли растворившегося ПЭНП (е) от времени процесса приготовления раствора с конечной концентрацией по полимеру, равной 15,7 %, при температуре теплоносителя 75 °С и скорости перемешивания 125 (1) и 400 (2) мин" . Точки - эксперимент, сплошные линии - расчет
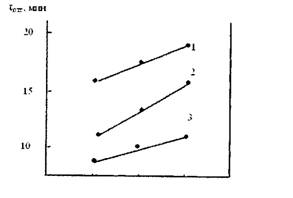
Целью исследования особенностей стадии получения порошка являлось выяснение влияния ее технологических параметров (темпера тура образующейся при охлаждении водой системы Тс, длительность диспергирования фд и концентрация полимерного компонента в рас творе С) на длительность процесса отгонки растворителя фотг и тс персионный состав выделяемых порошков. Дисперсионный состав последних оценивали по массовой доле фракции (в, %) с размером частиц не более 300 мкм. Охлаждение рабочих растворов, объем которых составлял ~1,3 л, осуществляли путем добавления в раствор воды с температурой, обеспечивающей требуемое значение Тс. Измельчение гелей, образующихся в результате охлаждения растворов, проводили при скорости вращения ротора диспергатора 2800 мин-1. Остаточное давление в реакторе во всех случаях соответствовало 40 мм рт.ст.
На рис. 4 и 5 приведены некоторые результаты выполненных в указанных условиях экспериментов, анализ которых позволяет заключить следующее.
1.Выбранные с использованием диаграммы состояния системы ПЭНП - толуол условия действительно гарантируют выделение на пилотной установке полиолефина из его раствора в виде порошка.
2.С ростом концентрации полимерного компонента в исходной системе увеличивается длительность стадии отгонки растворителя вследствие увеличения ее второго периода и сокращается доля мелких фракций. Однако при этом возрастает производительность установки.
3.Увеличение значений Тс и фд приводит к уменьшению фотг и повышению параметра в.
Смотрите также
Процесс катализа
...
Термодинамика химической и электрохимической устойчивости сплавов системы Ni-Si
Сплавы кремния с никелем относятся к группе аморфных
металлических сплавов [1]. Следствием их аморфной структуры являются необычные магнитные,
механические, электрические свойства и высокая ...
Фуран. Тиофен. Пиррол
Гетероциклическими называют соединения, содержащие
циклы, включающие один или несколько гетероатомов. Наиболее устойчивыми
являются пяти- и шестичленные циклы.
Гетероциклические соединени ...