


Меню сайта
Наши новости
Распространение алкалоидов в растительном мире.
Умягчение воды
Влияние конструкции изделия и места впуска на уплотнениеУчим химию / Технология переработки из расплавов аморфных и кристаллизующихся веществ / Учим химию / Технология переработки из расплавов аморфных и кристаллизующихся веществ / Влияние конструкции изделия и места впуска на уплотнение Влияние конструкции изделия и места впуска на уплотнение
Чем дальше от места впуска находится область изделия, тем сложнее обеспечить ее уплотнение. В табл. 2 приведены расчеты процесса уплотнения пластины 200 х 30 мм толщиной 2.5 мм с холодноканальной литниковой системой для материалов Stylac ABS 100 (изготовитель Asahi Kasei) и ненаполненного полипропилена HD120M (изготовитель Borealis). Время выдержки под давлением превышало время, необходимое для застывания впускного литника. Время выдержки на охлаждение соответствовало времени полного застывания центрального литника (в реальном процессе изделие можно извлекать из пресс-формы, не дожидаясь застывания центрального литника).
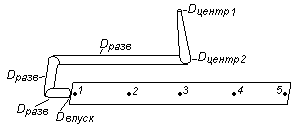
Рис. 5. Модельное изделие «Пластина». Dцентр1 = 4.5 мм, Dцентр2 = 10 мм, Dразв = 8 мм, Dвпуск = 2.5 мм. Цифрами показаны точки измерения объемной усадки
Из-за высоких значений объемной усадки в конце потока заполняемая с торца прямоугольная пластина приобретает форму трапеции, а толщина изделия в области впуска оказывается больше толщины в конце потока.
Для выравнивания объемной усадки по длине изделия используют профиль давления выдержки с линейным сбросом давления в конце процесса уплотнения. Применение в расчете 4 профиля давления (рис. 6) позволило уменьшить разброс объемной усадки с 2.4 до 0.8%. Если система управления термопластавтомата не позволяет задавать линейное изменение давления, используют ступенчатый сброс. Для изделий, имеющих сложную геометрию, часто требуется применение специальных профилей давления выдержки, которые могут быть определены в компьютерном анализе.
Заполнение тонкостенных изделий с толщиной стенки менее 1 мм может быть связано с серьезными проблемами, но если они решены, такие изделия хорошо уплотняются. Наоборот толстостенные изделия с толщиной стенки более 5-6 мм легко заполнить, но сложно уплотнить. Для получения качественных толстостенных изделий часто применяют специальные технологии литья.
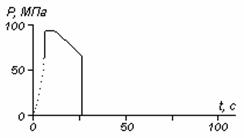
Рис. 6. Профиль давления для расчета 4. Пунктиром показано изменение давления в узле впрыска на стадии заполнения
Утолщение в области впуска легко уплотняется, наличие утяжек в такой области обычно свидетельствует об ошибках в конструкции литниковой системы. Любые утолщения в других частях изделия следует рассматривать как области, где возможно недоуплотнение.
В реальных литьевых изделиях наряду с утолщениями часто присутствуют тонкостенные участки. Использование повышенных давлений выдержки в таких изделиях может приводить к переуплотнению тонкостенных областей.
При конструировании изделия необходимо учитывать, что высокие ребра, малое расстояние между ребрами могут значительно затруднять отвод тепла от формующей поверхности. В областях с затрудненным отводом тепла повышается объемная усадка полимера, что приводит к утяжинам и др. дефектам.
Смотрите также
Химические элементы в организме человека
Многие учёные считают, что в живом организме не только
присутствуют все химические элементы, но каждый из них выполняет определённую
биологическую функцию. Достоверно установлена роль около ...
Растворы и растворимость
Если в сосуд с водой поместить кристаллы поваренной
соли, сахара или перманганата калия (марганцовки), то мы можем наблюдать, как
количество твердого вещества постепенно уменьшается. Пр ...
Атомно-молекулярное учение и его законы
Химия - наука о веществах, изучающая их состав, строение,
свойства, а также превращения веществ, на сопровождающиеся изменением состава
атомных ядер.
Использование для нужд человека природных рес ...