


Меню сайта
Наши новости
Распространение алкалоидов в растительном мире.
Умягчение воды
Выявление областей оптимальности в
концентрационном симплексе.Учим химию / Разработка энергосберегающей технологии ректификации циклических углеводородов / Учим химию / Разработка энергосберегающей технологии ректификации циклических углеводородов / Выявление областей оптимальности в
концентрационном симплексе. Выявление областей оптимальности в
концентрационном симплексе.Страница 1
Нами была проведена параметрическая оптимизация трех различных структур экстрактивной ректификации по критерию минимальных энергозатрат на разделение. В целом нами были рассмотрены восемь исходных составов питания (ЦГ-Б-ЭБ,% мольн.: 10-80-10, 10-10-80, 80-10-10, 0,333-0,333-0,334, 10-57-33, 57-10-33, 57-33-10, 10-33-57) расположенных в различных областях концентрационного симплекса.
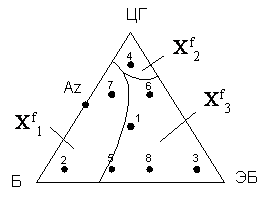
Рис.29. Области оптимальности схем
Для каждой точки исходного состава был определен набор оптимальных параметров схем экстрактивной ректификации и выявлены области концентрационного симплекса, в каждой из которых оптимальна та или иная технологическая схема. Ниже приведем методику выявления областей оптимальности.
Для рассматриваемого объекта исследования – трехкомпонентной смеси углеводородов ЦГ-Б-ЭБ – концентрационный симплекс представляет собой равносторонний треугольник. В ходе работы его разбивали одномерными сечениями (линиями) путем закрепления концентрации одного из компонентов. На одномерном сечении размещали с равным шагом 2-4 точки. Для каждой из них был проведен расчет энергозатрат на разделение для всех синтезированных схем и проведено сравнение полученных значений энергопотребления для каждой точки. Затем нами были построены графики зависимостей критерия энергозатрат на разделение от концентрации одного из компонентов в потоке питания. На рис.30 приведен пример построения зависимости энергозатрат на разделение в сечении с содержанием бензола 10%мол.

|
|
|
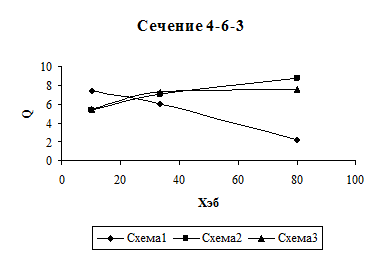
Рис.30. Пример изменения энергозатрат на разделение (Q) в одномерном сечении от концентрации вещества в потоке питания для схем 1,2 и 3.
Таблица 19. Значения энергозатрат на разделение (Q) в одномерном сечении от концентрации вещества в потоке питания для схем 1,2 и 3.
|
Энергозатраты, ГДж/час | ||||||||
|
Xэб |
№ Точки |
Схема1 |
схема2 |
Схема3 | ||||
|
Хцг=10% | ||||||||
|
10 |
2 |
9.387 |
9.031 |
8.781 | ||||
|
33.34 |
5 |
7.049 |
9.325 |
7.523 | ||||
|
56.66 |
8 |
4.840 |
9.644 |
7.875 | ||||
|
80 |
3 |
2.185 |
8.725 |
7.601 | ||||
|
Хэб=10% | ||||||||
|
Xцг |
Точка |
Схема1 |
схема2 |
Схема3 | ||||
|
10 |
2 |
9.387 |
9.030 |
8.781 | ||||
|
56.66 |
7 |
8.520 |
7.182 |
6.666 | ||||
|
80 |
4 |
7.404 |
5.397 |
5.455 | ||||
|
Хэб=33,34% | ||||||||
|
Xцг |
Точка |
Схема1 |
схема2 |
Схема3 | ||||
|
10 |
5 |
7.049 |
9.325 |
7.523 | ||||
|
33.33 |
1 |
6.670 |
8.544 |
7.517 | ||||
|
56.66 |
6 |
6.002 |
7.072 |
7.220 | ||||
|
Хб=10% | ||||||||
|
Xэб |
Точка |
Схема1 |
схема2 |
Схема3 | ||||
|
10 |
4 |
7.404 |
5.397 |
5.455 | ||||
|
33.33 |
6 |
6.002 |
7.072 |
7.220 | ||||
|
80 |
3 |
2.185 |
8.725 |
7.601 | ||||
|
Хб=33,34% | ||||||||
|
Xэб |
Точка |
Схема1 |
схема2 |
Схема3 | ||||
|
10 |
7 |
8.520 |
7.183 |
6.666 | ||||
|
33.34 |
1 |
6.670 |
8.544 |
7.517 | ||||
Страницы: 1 2
Смотрите также
Получение и описание физико-химических свойств синтетических биодеградируемых полимеров
Биодеградируемыми
полимерами называются полимерные материалы, разрушающиеся в результате
естественных природных (микробиологических и биохимических) процессов. Полимер,
как правило, считает ...
Разработка основ технологии и оборудования для электрохимического производства нитрата графита
...
Производство фенола
Фенол С6Н5ОН—бесцветное кристаллическое
вещество со специфическим запахом, температурой плавления 43°С, температурой
кипения 181°С, удельным весом 1,071.
Фенол применяется в производстве ...