


Меню сайта
Наши новости
Распространение алкалоидов в растительном мире.
Умягчение воды
Заключение, основные выводы и результатыБиблиотека / Научные основы технологии и оборудования гранулирования активных масс и формования положительных / Библиотека / Научные основы технологии и оборудования гранулирования активных масс и формования положительных / Заключение, основные выводы и результаты Заключение, основные выводы и результатыСтраница 3
оптимизированы параметры процесса формования и параметры оборудования, выработаны соответствующие рекомендации;
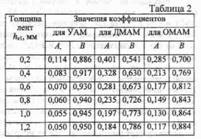
установлено, что при экструзии заготовок из активных масс с твердыми деполяризаторами либо стержневых и полых электродов цилиндрических источников тока угол конусности матриц должен составлять 35 .40 град., а истинная деформация для прямого прессования - 2,75 .3,15.
Сформулированы принципы синтеза установок формования ленточных электродов, в основе которых лежит положения о том, что: 1) разработка и оптимизация процесса формования должна проводиться совместно с разработкой и оптимизацией параметров формующих устройств; 2) должны в полной мере выявляться связи параметров оборудования и эксплуатационных характеристик электродов, а математические модели включать как параметры процесса формования, так и параметры оборудования; 3) устройства должны обеспечивать непрерывное формование, высокую производительность при автоматическом или полуавтоматическом режиме работы, быть универсальными и обеспечивать за счет перенастройки и заложенных широких диапазонов регулирования оптимальные эксплуатационные характеристики электродов всей выпускаемой номенклатуры. Экспериментально установлены:
технологические характеристики гранулированных активных масс: углы естественного откоса, ширина сводообразующего отверстия, скорость пропитки гранул и высоты поднятия пропитывающей жидкости и др.;
зависимости эксплуатационных характеристик электродов от параметров установок (геометрических параметров, скоростных и температурных режимов, давлений и обжатий и т.д.).
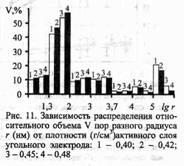
Доказано, что предложенное устройство принудительной подачи повышает плотность электродов на основе твердых деполяризаторов и, соответственно, их удельную емкость, в 1,5 .1,8 раза, без использования дополнительных проходов, а также снимает ограничение по скорости формования лент (критерий (о/Р), т.е. позволяет повысить производительность установок.
Предложены новые композиции для нанесения антиадгезионных покрытий для рабочих органов оборудования на основе лаков ЛФС-2 и ПАК-1М, смолы ВУПФС-35А, суспензий Ф4Д и Ф4МД и порошков А12Оз, SiC (аэросил), MgO, ZrOb MgOZrCb, Тг, разработаны технологии их нанесения. Покрытия обладают высокой долговечностью и снижают потери активной массы в процессе формования электродов.
Разработаны новые устройства подачи активных масс и формования электродных лент, обеспечивающие непрерывный процесс формования и высокое качество электродов и позволившие сократить потери активной массы на 15 .25% в зависимости от ширины электродов (15±1% - при ширине 100 мм и 25±2% - при ширине 40 мм), увеличить производительность в 10 .12 раз, улучшить экологические показатели производства за счет отделения рабочих зон от атмосферы цеха, исключения пыления активных масс, снижения уносов пропитывающей жидкости в атмосферу, снижения физических нагрузок персонала. Новизна устройства защищена авторскими свидетельствами и патентами.
Разработанные модели, технологии и макетные образцы оборудования апробированы в условиях опытного производства ВНИИТ и НПО «Квант» г. Москва, НИИХИТ и ОАО «Литий-элемент» г. Саратов, ОКТБ «Орион» г. Новочеркасск и дали положительные результаты, технические и технологические решения и опыт эксплуатации оборудования использован при составлении технического задания для ОАО «Источники тока» г. Смоленск на разработку и изготовление серийного оборудования для формования электродов.

Смотрите также
Получение, свойства и применение амидо-аммониевой соли малеопимаровой кислоты на основе малеинизированной канифоли
Республика Беларусь
располагает обширной сырьевой базой для развития лесохимической промышленности.
Одним из видов такого сырья является канифоль, которую получают из живицы путем
отгонки с ...
Тяжелые металлы
Диагноз массового отравления жителей Рима
свинцом поставлен учеными спустя две тысячи лет. Раскопки показали, что древние
римляне пользовались водопроводной системой и посудой из свинца. Сви ...